JCATI CARBON FIBER RECYCLER - CONVEYANCE SYSTEM
Manufacturing Processes
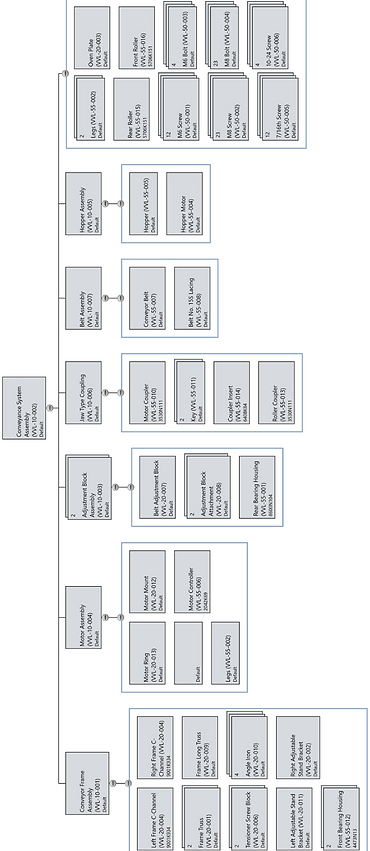
In the first 4 weeks of Winter quarter, many manufacturing processes were used. To create the first 5 parts during this time period, manufacturing began with sheet metal cutting and bending for the oven plate. Next, the sub-assembly for the belt adjustment block was manufactured through 3D printing and milling for the aluminum block. Holes were done using the drill press and hand tapped. As for the last 2 parts manufactured, a CNC program was set up and run on U-channel that was cut using the horizontal band saw and sanded to length.

Deconstructed the previous year's conveyor belt to reuse rollers, bearings, and coupler for motor to roller.

First part manufactured. Oven plate made from scrap in the Hogue foundry. Cut, drilled, and folded in the foundry and machine shop.



Second and third parts manufactured. Adjustment block attachment that was 3D printed to test fit onto the adjustment block that would be manufactured next. Adjustment block was milled to size then drilled and tapped for M6-1.0 screws. In assembly, identical attachment will be screwed onto the bottom of the block as well where holes in identical positions are placed.

Using the CNC machine to machine holes in stock U-channel. This is for the left and right frame channels of the conveyor belt. CNC required for hole precision, so the rollers are not uneven during assembly.



Left to right, adjustable stand brackets, tensioner screw block attachment with angle iron, and rear take up bearings attached onto the adjustment block. The brackets were 3D printed, and the rest was machined on the end mill.
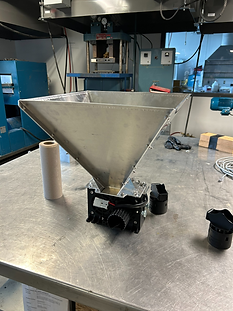

Hopper and motor assembled. Video shows opening of hopper for batch collection.


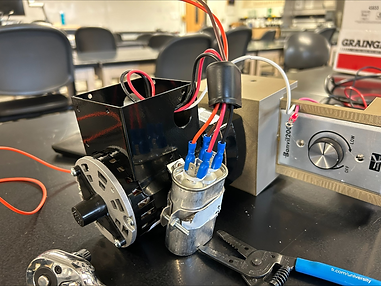
Motor for conveyor belt being wired together. This was screwed onto a 3D printed motor mount, and the mount also has a location for the controller to sit. Top right picture is a switch that was wired in, so the conveyor belt can move forwards and backwards.